Роботизированная линия окраски и пропитки муфт SPK


 |
 |
 |
 |
 |
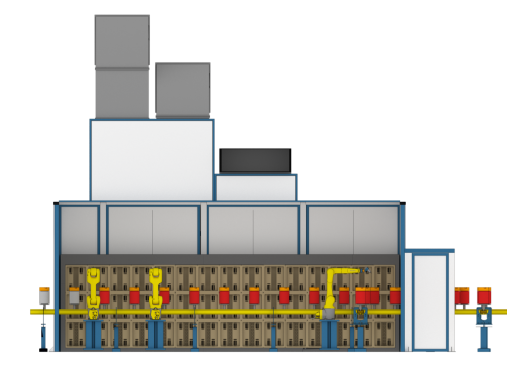 |
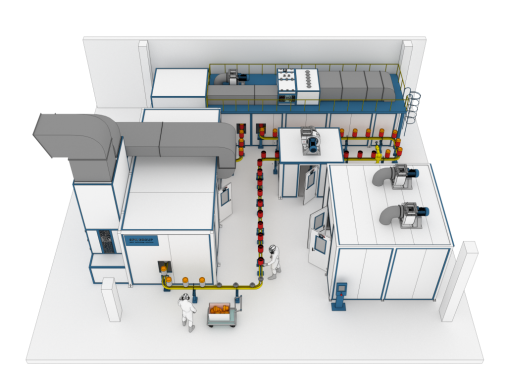
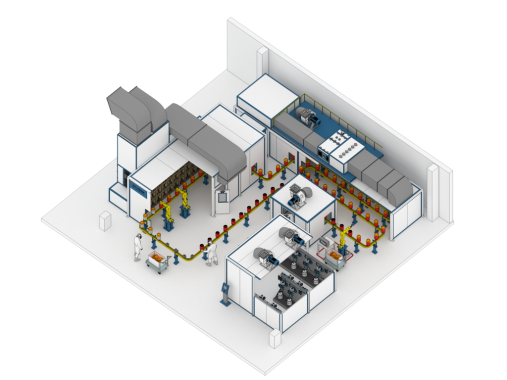
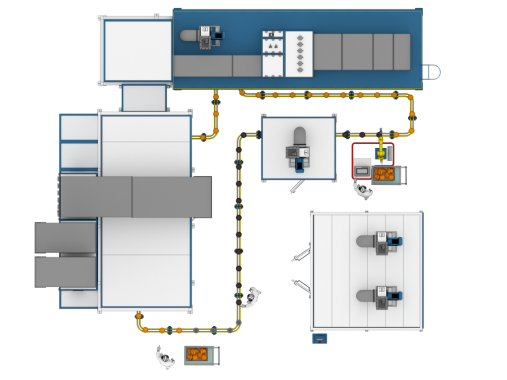
Линии окрашивания и пропитки муфт организована из нескольких SPK — камер окрашивания и сушки, объединённых напольный тактовой конвейерной системой. Между камерами предусмотрены буферные зоны где происходит растекание краски, остывание детали или окончательная сушка краски.
Линия оборудована отделением подготовки и смешивания красок, установлены 11 ёмкостей для красок и резервная ёмкость.
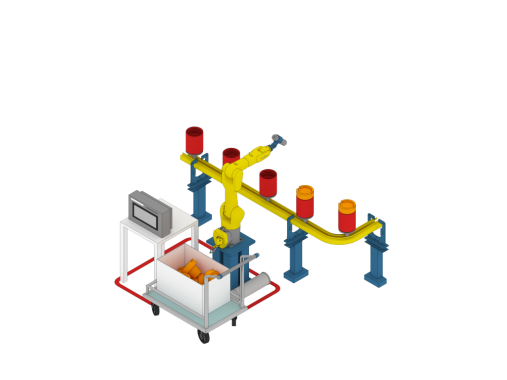
Детали помещаются на конвейер поштучно, на расстоянии 600 мм. Грузоподъёмность в точке посадки — 50 кг. Длина конвейера 71 500 мм, величина такта 10-15 с.
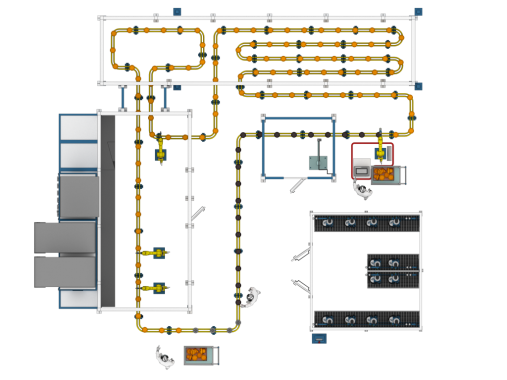
Выполняемые операции и среднее время на одну операцию:
- помещение изделия на конвейер;
- нанесение идентификационного покрытия (производится двумя роботами/ двумя операторами) при температуре +20°С;
- растекания нанесённого покрытия в буферной зоне, 3 минуты;
- отверждение в камере сушки при температуре 90°;
- промежуточная сушка, 2 минуты;
- нанесения кольцевой полосы (производится одним роботом/одним оператором) при температуре +20°С;
- отверждение в камере сушки при температуре 90°;
- сушки до твёрдой плёнки, 7 минут;
- остывание, 2 минуты;
- снятие верхней заглушки и нанесение маркировочных символов. Выполняется роботом, заглушки собираются в транспортировочный ящик;
- нанесение эмульсии роботом-манипулятором, либо оператором;
- снятие изделия с конвейера.
