Роботизированная линия подготовки и окраски мостов SPK



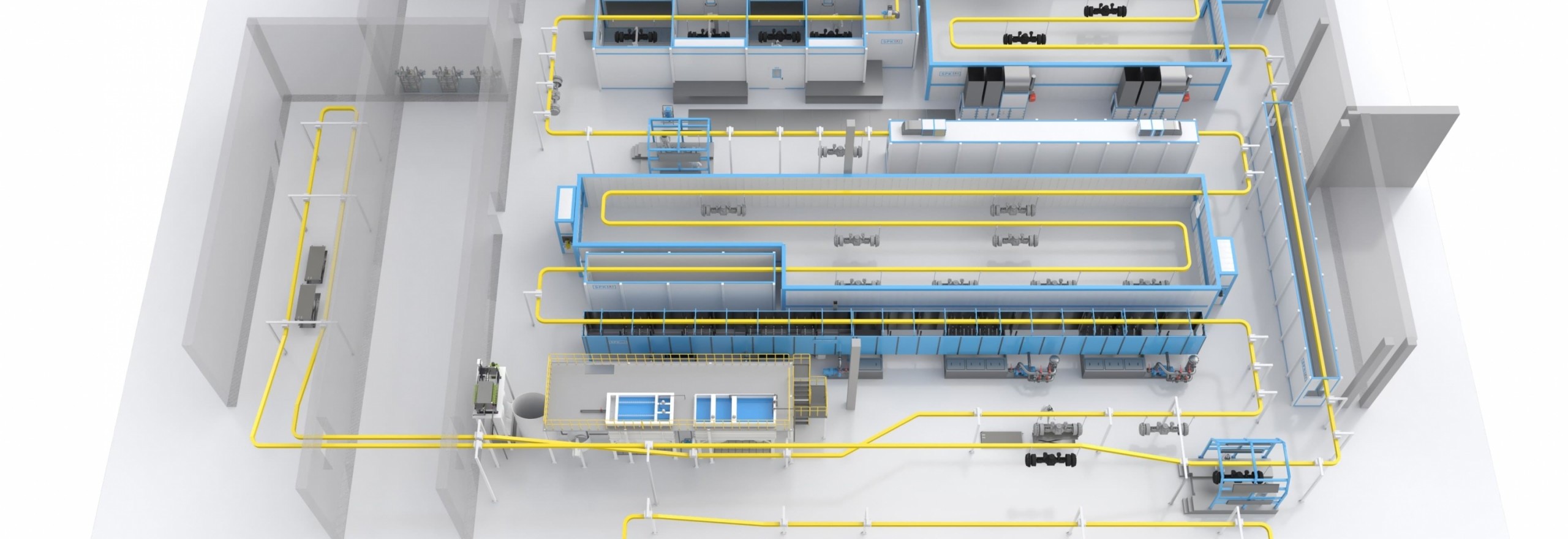

Назначение SPK — линии — окрашивания мостов автомобиля Урал.
Производитель линии — компания SPK GROUP.
Материалы — одно или двухкомпонентные лакокрасочные материалы, органо растворимые, жидкие.
Перемещение изделий:
- Конвейер верхнего типа, скорость движения конвейера 1.6 м/сек, при максимальной производительности конвейера 132 траверсы/час.
- На линию изделия поступают со сборочного участка на рабочих модулях конвейера, снимаются с рабочих модулей с помощью гидравлического стола.
- Изделия помещаются на траверсы линии окрашивания. Предусмотрено два гидравлических стола.
- Полностью готовые окрашенные изделия снимаются с конвейера на участке разгрузки, где также установлены два гидравлических ствола.
- Длина участка загрузки 15 метров, длина участка разгрузки 13 метров.
Выполняемые операции:
- Подготовка поверхности в агрегате химической обработки, в процессе работы изделия проходят пять ступеней обработки. Установлено оборудование для подготовки химических растворов и очистные сооружения.
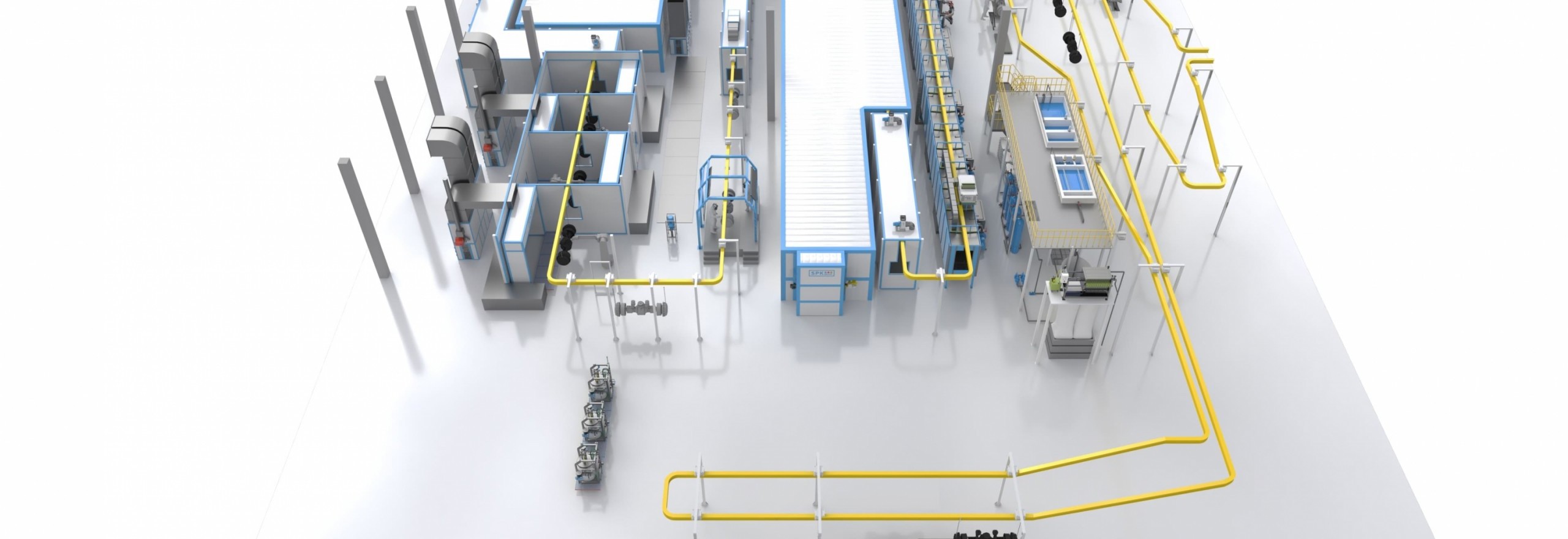
- С изделий удаляются излишки влаги при прохождении туннеля обдува.
- Изделия сушатся в камере сушки при температуре 60 °С для полного удаления влаги.
- Изделия охлаждается до внутрицеховой температуры при обдуве в тоннеле охлаждения.
- На изделия наносится маскировка на участки, не подлежащие окрашиванию.
- Полностью подготовленые изделия проходят роботизированную камеру окрашивания. Камера двухсекционная, использована гидрофильтрация.
- Изделия докрашиваются в камере окрашивания ручным способом. Камера двухсекционная, использована гидрофильтрация.
- Система гидрофильтрации организована с использованием существующего на предприятии модернизированного скруббера.
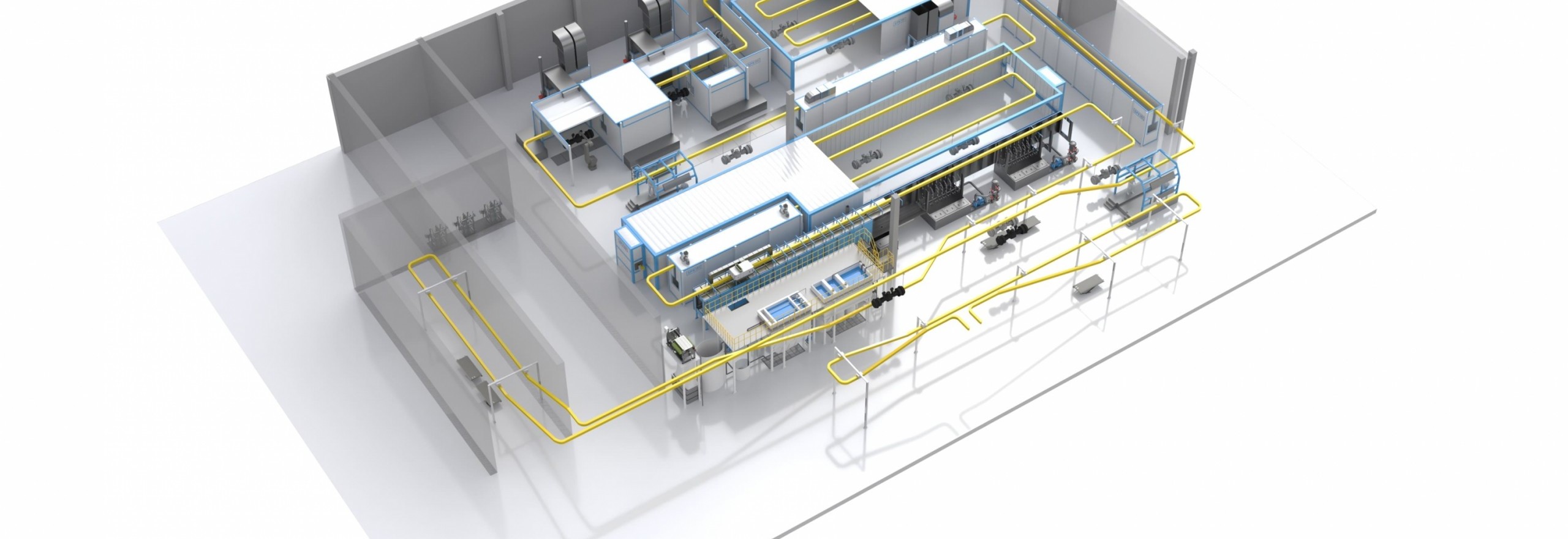
- Подготовка и подача краски на линии окрашивания происходит автоматически.
- Окрашенные изделия проходят через тоннель Flash off, где происходит растекание краски.
- Краска отверждается и сушится в камере сушки. Сушка производится при температуре 60°С.
- После сушки изделия перемещаются по тоннелю охлаждения для обдува и принудительного охлаждения до цеховой температуры.
- С остывших изделий снимается маскировка и полностью готовые изделия перемещаются в зону разгрузки.
