Линия окраски крупногабаритных деталей сельскохозяйственных машин SPK








 |
 |
 |
 |
 |
 |
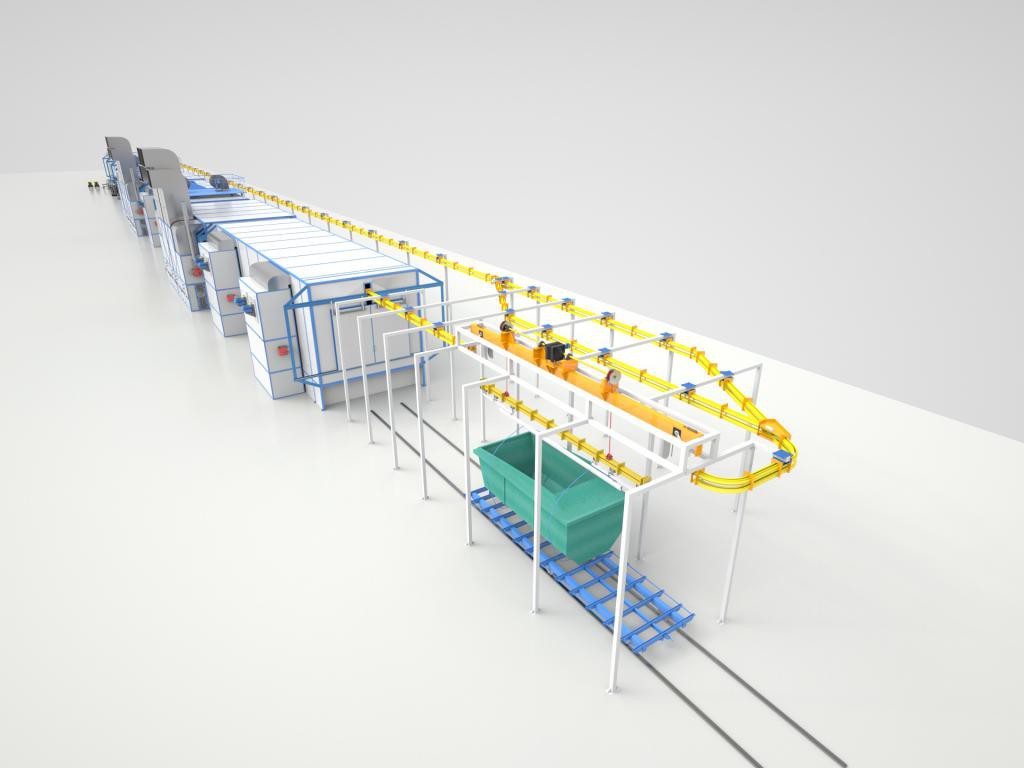
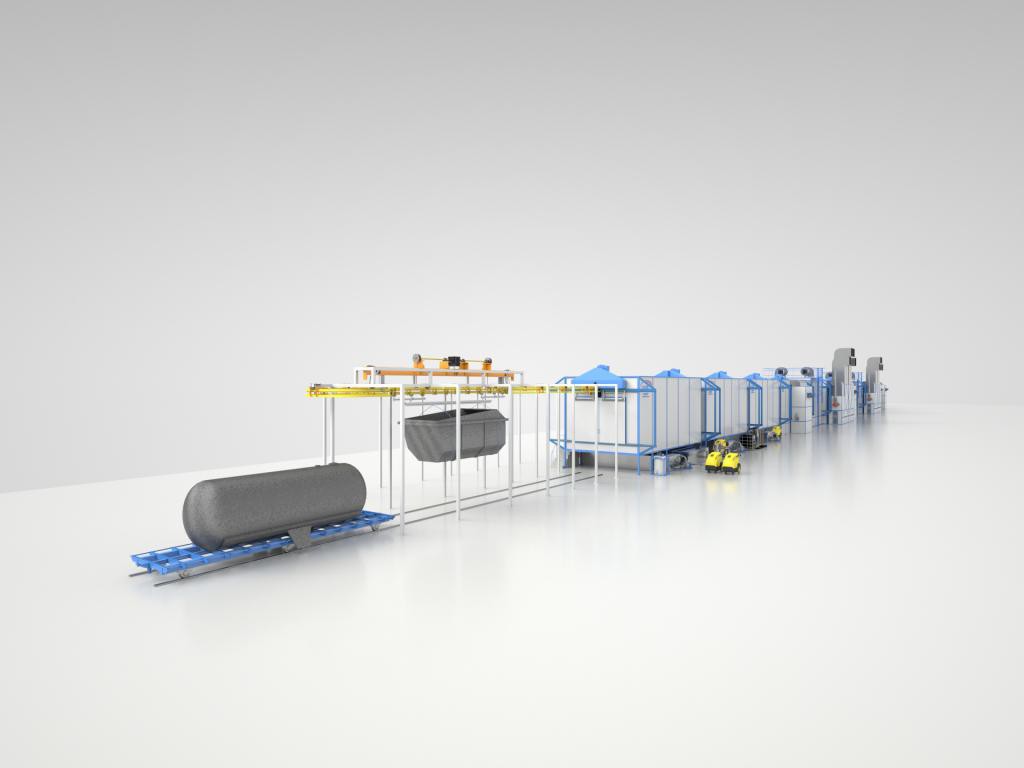
Технологический процесс окраски деталей сельскохозяйственных машин является многостадийным включает этап подготовки поверхности к покраске и этап нанесения ЛКМ. Для того, чтобы гарантировать безупречное исполнение и безопасность работ на каждом этапе, была разработана Линия окраски крупногабаритных узлов и деталей SPK.
НАЗНАЧЕНИЕ И СОСТАВ ЛИНИИ ОКРАСКИ КРУПНОГАБАРИТНЫХ УЗЛОВ И ДЕТАЛЕЙ SPK
Линия окраски предназначена для подготовки поверхности и окраски крупногабаритных изделий, в соответствии с Техническим Заданием Заказчика. Линия обеспечивает химическую подготовку поверхности (нанесение аморфного-фосфатного слоя), грунтовку изделия и финишную окраску изделий.
Линия включает в себя следующие технологические операции:
- Загрузка изделия на линию с помощью опускной секции конвейера;
- Промывка изделия горячей водой;
- Одновременное обезжиривание и аморфное фосфатирование изделия;
- Промывка двухступенчатая горячей подготовленной водой;
- Сушка фосфатного слоя при повышенной температуре (до 100 гр.С);
- Зона Охлаждения изделия с ручной продувкой сжатым воздухом от остатков влаги;
- Маскировка изделия перед процессом грунтования в камере Охлаждения;
- Нанесение грунтовочного покрытия ручным способом;
- Высокотемпературная сушка покрытия грунта (до 110 гр.С);
- Зона Охлаждения изделий;
- Финишная окраска ручным способом;
- Высокотемпературная двухступенчатая сушка финишного покрытия (до 120 гр.С);
- Зона Охлаждения изделий;
- Снятие изделия с линии.
Линия предназначена для обработки крупногабаритных узлов и механизмов: рам, бортов, кузовов и деталей сельскохозяйственной техники со следующими характеристиками:
- Минимальные габариты изделия (ДхШхВ): 2200 х 800 х 600 мм.;
- Максимальные габариты изделия (ДхШхВ): 9000 х 3300 х 2400 мм.;
- Минимальный вес изделий – 40 кг;
- Максимальный вес изделия - 2400 кг;
- Время такта конвейера (регулируется), мин – (15 – 40);
- Действительный годовой фонд работы оборудования, ч– 3810;
- Коэффициент загрузки оборудования –0,8;
- Сменность работы оборудования – 2;
- Продолжительность смен, ч– 8.
Оборудование обеспечивает получение качественного защитно-декоративного покрытия алкидно-модифицированными, меламиноалкидными или полиуретановыми эмалями, нанесенными на глифталевые и эпоксидные грунтовки.
Линия окраски крупногабаритных узлов и деталей «SPK»:
- привнесет новые мощности в окрасочный комплекс;
- создана на основе прогрессивных технологий, направленных на повышение качества и снижение энергозатрат при нанесении защитно-декоративного лакокрасочного покрытия;
- уменьшит загрязнения окружающей среды;
- улучшит условий труда рабочих;
- обеспечит пожаровзрывобезопасность процесса окраски.
Характеристики линии:
- Площадь, отводимая для размещения основного и вспомогательного оборудования согласно прилагаемой планировке, м (Д×Ш×В) 130×12×8.
- Производительность окрасочной линии, м2/год – 450000.
- Действительный годовой фонд работы оборудования, ч– 3810.
- Коэффициент загрузки оборудования –0,8.
- Сменность работы оборудования – 2.
- Продолжительность смен, ч– 8.
- Время такта конвейера (регулируется), мин – (15 – 40).
Параметры окрашиваемых изделий:
- минимальный/максимальный вес деталей, кг,– 40/2400.
- минимальный/максимальный габарит деталей (Д×Ш×В), мм: min 2200х800х600 (борт); max9000х3300х2400 (рамы, кузов);
- материал деталей (марка стали, толщина) - Ст 3ПС ГОСТ 14637-89, толщина, мм – (1 – 10).
Электроэнергия: напряжение, В – 220/380;
Частота, Гц – 50.
Природный газ: давление, МПа – (0,0025 – 0,003);
Теплотворная способность, ккал/м3–7900.
Сжатый воздух: давление, МПа – (0,4 – 0,6).
Вода питьевая: давление, МПа –0,3.
Вода техническая:
- давление, МПа– (0,25 – 0,3);
- температура,0С – (10 – 15);
- общая жесткость, экв/л – (3 – 5);
- хлориды, мг/л – 16;
- взвешенные вещества, мг/л – 50.
Микроклиматические параметры, необходимые для выполнения работ внутри камер:
- рабочая температура воздуха при окраске, 0С–(15 – 20);
- относительная влажность воздуха не более 80%.
Микроклиматические параметры вне окрасочной линии:
- min температура воздуха, 0С – минус 10;
- max температура воздуха, 0С – ( +35).
Применяемые для окраски материалы:
- грунтовки глифталевые, фенольные, эпоксидные, полиуретановые и т.д.;
- эмали пентафталевые, алкидные, меламиноалкидные, полиуретановые, эпоксидные, алкидномодифицированные и т.д.
Применяемые для разведения растворители:
- растворитель 648 ГОСТ 18188-72;
- ксилол ГОСТ 9949-76;
- сольвент ГОСТ 10214-78;
- растворитель Р-189Д ТУ 2312-026-169522780;
- растворитель Р-5А ГОСТ 7827-74;
- уайт-спирит ГОСТ 3134-78 и т.д.
Такт движения конвейера должен быть согласован с механизмом открытия, закрытия ворот камер.
Комплектация окрасочной линии:
- рельсовый путь, транспортные тележки с электроприводом;
- подвесной цепной конвейер периодического действия, гидравлические подъемно-опускные системы, подвески для завески контрольных образцов согласно прилагаемым к техническому заданию чертежам;
- станция деминерализации воды;
- агрегат подготовки поверхности с функцией предварительной промывки (адаптированный для работы при низких температурах окружающей среды);
- двухзонная камера промывки ;
- сушильная камера после агрегата промывки;
- камера охлаждения (перед камерой грунтования и перед камерой нанесения эмали);
- окрасочная (операция грунтование) камера;
- сушильная камера после грунтования;
- камера охлаждения;
- окрасочная камера (операция нанесение эмали);
- сушильная камера для формирования нанесенного лакокрасочного покрытия.
- система автоматического обнаружения и тушения пожара в окрасочных и сушильных камерах.
- программируемая система управления окрасочной линией с передачей аварийных сообщений в помещение дежурного персонала;
- станция (блок) подготовки и осушки сжатого воздуха.


